






Where steel fails, ceramic prevails!
Advantages

Efficient process / Order management / Our strengths
Our lean and efficient process with direct contact from one of our production consultants enables us to complete your orders swiftly and react individually and flexibly to any changes required. Your contact will remain the same throughout the process, to provide assistance from the initial stages of production through to the point of delivery.

Single item production
Additive manufacturing enables the production of individual ceramic parts without tooling costs. The result is a cost-effective process with faster production turnaround times.

Prototyping in large-scale production quality
Previous additive manufacturing methods were useful for prototyping only to a certain extent. The quality of the parts was clearly inferior to series production quality, which hampered the testing of prototypes.
Thanks to our LCM process (Lithography-based Ceramic Manufacturing), we can deliver prototypes that meet large-scale production quality standards.

Cost-efficient small production runs
High tooling costs make small production runs disproportionately expensive and uneconomical for the manufacturer. Our LCM process eliminates tooling costs, which enables us to offer our customers small production runs.
We relish solving technical challenges – even in small series!

Complex geometries are no obstacle
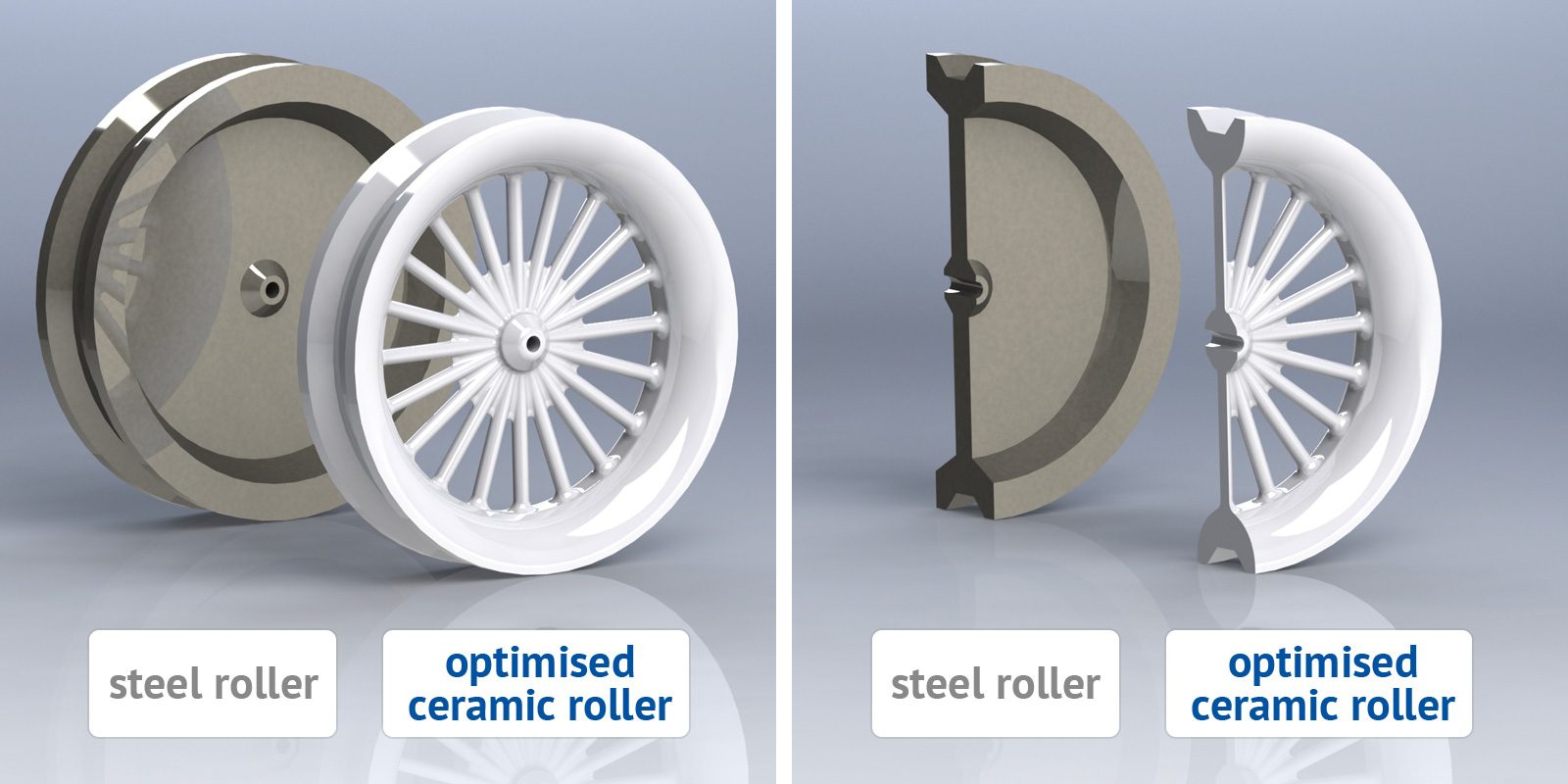
When designing the components, the engineer must ensure that the components can actually be produced. All too often, this leads to modifications and compromises in the geometry. Thanks to our additive LCM production method, the engineer can match the design to the application rather than the production process. This ultimately ensures a much more effective component.
Processes
Additive manufacturing based on LCM technology
LCM – Lithography-based Ceramic Manufacturing is the revolutionary process used for the production of ceramic materials. The precursor is a slurry consisting of a ceramic powder and a UV-light sensitive monomer. UV exposure leads to polymerisation turning the liquid slurry into a solid. During debinding process, the polymer is removed from the green body and subsequently sintered. The result is a fluid-tight component with a smooth surface.
The UV light is applied as a “slice” of the current layer, or the sectional view of the CAD model. The whole surface is evenly illuminated rather than scanned in the conventional way by the UV beam. This makes it possible to produce several components (even of different geometries) in the same space and the same production step.
The primary advantage over conventional “3D printing” such as laser sintering is superior accuracy.

CAD data
Contact us with your requests, requirements and ideas, and we will work out the best possible solution for flawless 3D printed ceramics.
We are happy to use your own CAD data as the basis for optimised results.
Therefore we use the robust and widely used SolidWorks software.
Material
Services

Technical consulting
Our service portfolio includes comprehensive customer advice with customised solutions. We will be glad to advise you on the best ceramic material for your application.

Development
Our technical ceramics are produced in-house in an additive process that widens the options for us to tailor geometries to specific applications. We will be happy to develop an optimised CAD model for you or create a computer simulation of the required components.

Manufacturing
